


ADB-920 High Power ponthegesztőgép
 Küldjön e-mailt nekünk
Küldjön e-mailt nekünk
Termék bemutatása
Termék bemutatása
-
Hatékonyan elnyomja a hegesztési fröcskölést, és stabil és kiváló minőségű hegesztési eredményeket érhet el
A közbenső frekvenciájú hegesztőgép lapos kimeneti árama által generált folyamatos hőellátás a rög hőmérsékletét folyamatosan emeli. Ugyanakkor az aktuális emelkedő meredekség és idő pontos szabályozása nem okoz fröcskölést a hőugrások és a szabályozhatatlan áramemelkedési idő miatt. előállítani.
-
Rövid bekapcsolási idő, magas hőhatékonyság, gyönyörű hegesztési forma
A köztes frekvenciaváltós ponthegesztő lapos kimenetű hegesztőárammal rendelkezik, amely biztosítja a nagy hatásfokú és folyamatos hegesztési hőellátást. A bekapcsolási idő pedig rövid, eléri az ms szintet, ami miatt kicsi a hegesztési hőhatás zóna, és szépen alakulnak ki a forrasztási kötések.
-
Nagy vezérlési pontosság
A középfrekvenciás ponthegesztőgép magas működési frekvenciája (általában 1-4 KHz) miatt a visszacsatolásvezérlés pontossága 20-80-szorosa az általános AC ponthegesztőgépeké és a másodlagos egyenirányító ponthegesztőgépeké, valamint a megfelelő kimeneti vezérlésé. a pontosság is nagyon magas.
-
Energiatakarékosság
energiamegtakarítás 30%. A magas hőhatékonyság, a kis hegesztőtranszformátor és a kis vasveszteség miatt az inverteres hegesztő több mint 30% energiát takaríthat meg, mint az AC ponthegesztőgép és a másodlagos egyenirányító ponthegesztőgép ugyanazon munkadarab hegesztésekor.
-
Az inverteres ponthegesztő alkalmas hálózati tápegyensúlyra, teljesítménykompenzáló berendezés nélkül
Nagy szilárdságú acélok és melegen alakított acélok ponthegesztésére és anya-kivetítő hegesztésére használják az autóiparban, ponthegesztésre és többpontos vetítőhegesztésre közönséges alacsony széntartalmú acéllemezek, rozsdamentes acéllemezek, horganyzott lemezek, ellenállás-forrasztás és rézhuzal ponthegesztése a nagy- és kisfeszültségű elektromos iparban, ezüst ponthegesztés stb.











Hegesztő Részletek
Hegesztő Részletek

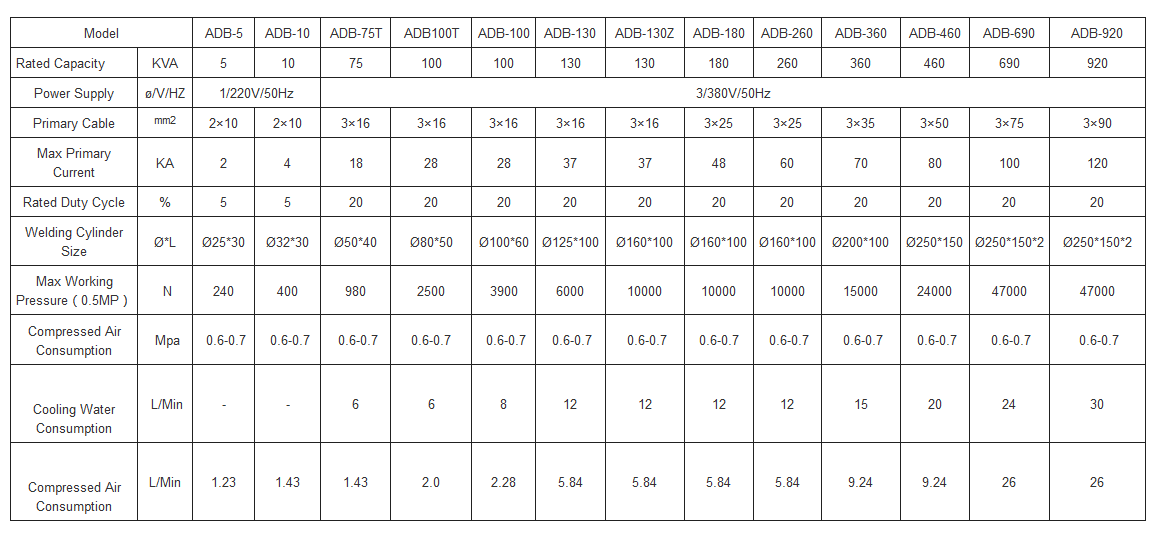
Hegesztési paraméterek
Hegesztési paraméterek
Egyedi folyamat
Egyedi folyamat










Sikeres esetek
Sikeres esetek




Értékesítés utáni rendszer
Értékesítés utáni rendszer
-
20+ Évek
szervizcsapat
Pontos és profi -
24hx7
online szolgáltatás
Nem kell aggódni az értékesítés utáni értékesítés után -
Ingyenes
Kínálat
műszaki képzés ingyenes.



Partner
Partner




















Hegesztő GYIK
Hegesztő GYIK
- K: Mire kell figyelni a ponthegesztőgép karbantartása során?
V: A ponthegesztőgép karbantartása során ügyelni kell a berendezés elektromos biztonságára, karbantartani az elektródákat és a berendezés egyéb részeit.
- K: Mire kell figyelni a ponthegesztőgép használatakor?
V: Ponthegesztőgépek használatakor ügyelni kell az elektromos biztonságra, a kezelő biztonságára és a berendezés normál működésére.
- K: Mire kell figyelni a ponthegesztőgép karbantartása során?
V: A ponthegesztő javításakor ügyelni kell a berendezés elektromos biztonságára, a karbantartás műszaki nehézségeire, valamint a megfelelő szerszámok használatára.
- K: Mik a ponthegesztőgép meghibásodásának okai?
V: A ponthegesztőgép meghibásodásának oka számos tényező lehet, például az elektromos alkatrészek károsodása, az elektródák kopása és az áramkimaradás.
- K: Melyek a ponthegesztőgép hegesztési módszerei?
V: A ponthegesztőgép hegesztési módszerei közé tartozik a kézi ponthegesztés, az automatikus ponthegesztés és a félautomata ponthegesztés.
- K: Milyen szag keletkezik a ponthegesztő hegesztési folyamata során?
V: A ponthegesztőgép hegesztési folyamata különleges szagokat fog kiváltani, és szükség van egy jól szellőző környezet fenntartására.




